
Challenge

Diagnostics Platform
In 2011, Veolia collaborated with the customer, a major soft drink producer, to supply and install a new reverse osmosis (RO) membrane system for ingredient, and purified water treatment. With the installation, the customer also selected Veolia’s InSight Pro Process Consulting service, which includes process support and automated collection of water process data from the RO system into the InSight platform, an industrial internet solution for trending and analysis.
A Veolia process analyst, assigned to the plant, uses the data from InSight to help monitor operations, troubleshoot issues, improve efficiency, and optimize the system’s operation.
The customer relied on InSight Pro and a Veolia process analyst to improve efficiency and optimize operations to help reduce costs.
Solution
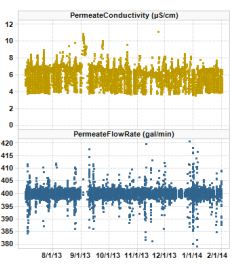
flow rate during the upgrade
Based on the data provided by InSight, the process analyst identified the plant’s water usage as a target for optimization. By decreasing the amount of water used in cleaning the RO membranes, the customer had the potential to realize significant savings through reduced utility costs.
In September 2013, the process analyst, in consult with the customer, reduced the number of backwashes per week from seven to five while monitoring the plant’s performance through InSight and on-site testing. The analyst wanted to see if this could reduce the plant’s water needs while still maintaining performance.
After two months of testing, membrane performance levels – including permeate conductivity and flow rate - remained consistent, despite fewer backwashes. Based on these results, the process analyst and customer reduced the number of backwashes per week from five to two to further reduce the amount of water used.
Result
After approximately one year, the backwash reduction program has continued to provide consistent results without compromising membrane performance. As a result of the process analyst’s optimization, the plant now saves about 3.5 million gallons of water per year.