


A Canadian oil sands upgrader producing 900 psig steam was experiencing steam shortages in winter months due to increased demand. This prevented maximizing power generation and plant operations, forcing curtailment of key activities.
The plant was looking for solutions to prevent lost production, which represented a high cost, but ideally without major capital projects and without increasing water or fuel consumption.
Veolia supported the plant’s engineering team to propose reducing the pressure of the upgrader’s three deaerators from 40 to 20 psig to reduce the steam requirement throughout the year for these units.
Deaerators are thermal units used to remove oxygen from steam boiler feedwater. The oxygen must be removed to prevent it from corroding carbon steel throughout the boiler system and causing severe failures. In a deaerator, low pressure steam is mixed with influent feedwater and the process allows the oxygen dissolved in water to be vented out. The amount of steam required for this process is not insignificant, as it can represent 5% to 15% of the total flow through the deaerator.
It was determined that the pressure the deaerators operated at was higher than necessary, requiring more steam from the boiler system. If pressure could be reduced, more steam would be available for other uses.
Working closely with the customer’s technical and operational teams, the system was monitored throughout the staged pressure reduction to ensure dissolved oxygen remained within specifications. Though the boiler feedwater temperature was decreased by approximately 15oC in the deaerators, the efficiency of the economizers allowed the feedwater temperature entering the boilers to remain unchanged.
Result
Over the course of 6 months, the pressure of all 3 deaerators was reduced from 40 to 20 psig (Figure 1). Throughout that period, the oxygen level in the outgoing feedwater was monitored using a continuous online dissolved oxygen analyzer, as well as regular validation using benchtop tests. Oxygen levels remained stable and very low (<10 ppb O2) throughout the trial, indicating efficient oxygen removal even though operating pressure was reduced.
After the trial period, it was determined that the modified deaerator pressure operation was successful as it did not induce any risk to the reliability of the system.
The steam usage reduction from the lower deaerator pressure resulted in a direct availability of 2.68 MMlbs of steam for increased power generation and plant production.
On an annual basis, this increase in steam availability produced:
• Savings of 322.7 MMUSG of water per year from steam reduction
• Reduction of another 16.3 MMUSG of water per year by reducing wastewater from the boiler pretreatment
• 3.55MM GJ in annual fuel and energy savings
• $23.4MM in annual savings from decreased fuel and energy costs, as well as impact on carbon tax
• 182,465 MT of CO2 emissions annually were eliminated
Moreover, by increasing its available steam production, the customer was able to ensure that steam requirement during cold winter months was met and that electricity generation and plant production was maximized.
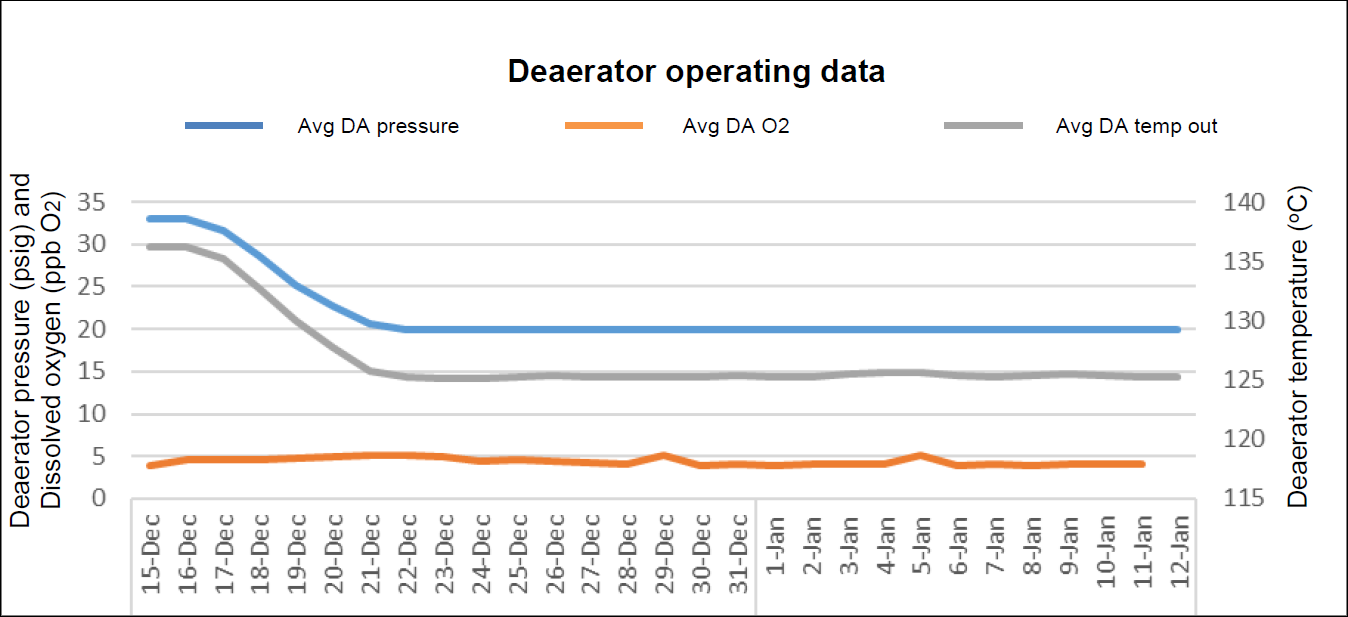 Figure 1: Sample of deaerator 1 operating data during 6-months long pressure reduction trial
Figure 1: Sample of deaerator 1 operating data during 6-months long pressure reduction trial