

Challenge
A large ethanol producer in the mid-west recognized that the ethanol evaporation process from fermented beer mash had a significant fouling potential that could severely impact plant operations.
The fouling is mainly due to organic proteins and simple sugar molecules which deposit on the beer column trays, restricting the downward flow of liquids and inducing solids carryover into the ethanol/water vapor. Traditional pressurized steam-driven distillation systems tend to develop organic fouling because of the high temperature. This organic fouling facilitates carryover issues, limits production rates and forces frequent plant outages to physically and/or chemically clean the beer column.
Ethanol producers typically operate for 30 days before shutting the plant down to clean the beer column. This necessitates a complete plant shutdown, resulting in a minimum of 12 hours of lost production each time.
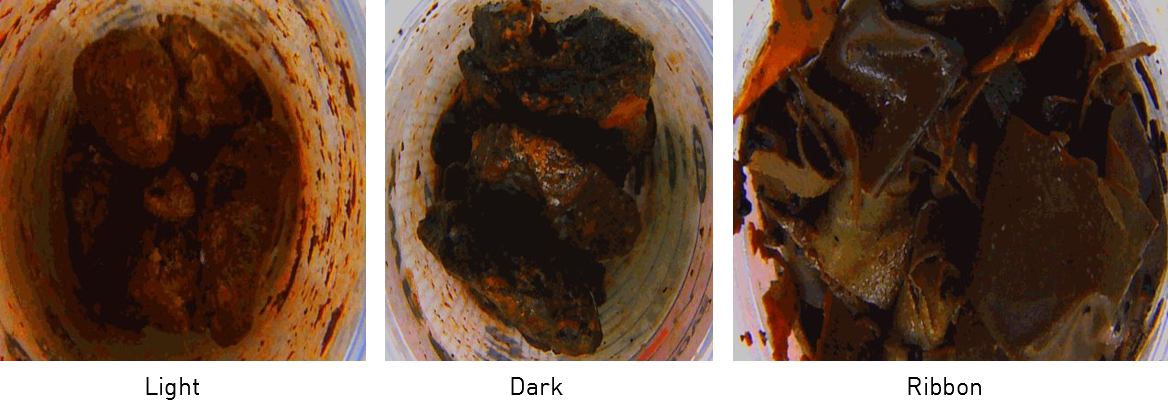
Figure 1: Sample Images prior to analysis
Solution
Veolia studied the plant’s operation, focusing on the beer column’s operation practices and the impact of various deposit matrixes on its performance.
Typical deposits are shown in Figure 1, and their compositions are detailed in Figure 2.
|
Analysis |
Light |
Dark |
Ribbon |
|---|---|---|---|
|
Loss on Ignition |
98% |
98% |
94% |
|
Dichloromethane Solubles |
15% |
5% |
1% |
|
Dichloromethane Insolubles |
85% |
95% |
99% |
|
Carbon |
49% |
53% |
44% |
|
Hydrogen |
6% |
6% |
6% |
|
Nitrogen |
10% |
7% |
10% |
|
Sulfur |
1% |
1% |
2% |
Figure 2: Typical deposit analysis
The scale analysis confirmed that the foulant matrix was primarily organic and needed an organic deposit control agent.
Based on the deposit analysis, a recommendation was made by Veolia to condition the organic material present in the beer mash with FoodPro DCF9834. The action of FoodPro DCF9834 would prevent the deposit from adhering to the trays as it flows through the beer column, reducing the fouling rate.
The FoodPro DCF9834 series of products conditions both soluble and insoluble organic matter such that it reduces the adherence characteristics to the heat transfer surfaces.
The ethanol producer adapted the recommendation and set up a trial on their beer columns.
Result
The FoodPro DC9834 trial on the beer column fouling control was a success.
What the FoodPro DCF9834 trial demonstrated:
- Run days between cleanings increased 57%
- Shutdown days per year reduced 37%
- Reduced fouling rate
- Improved production capacity
- Cleaner beer water vapor
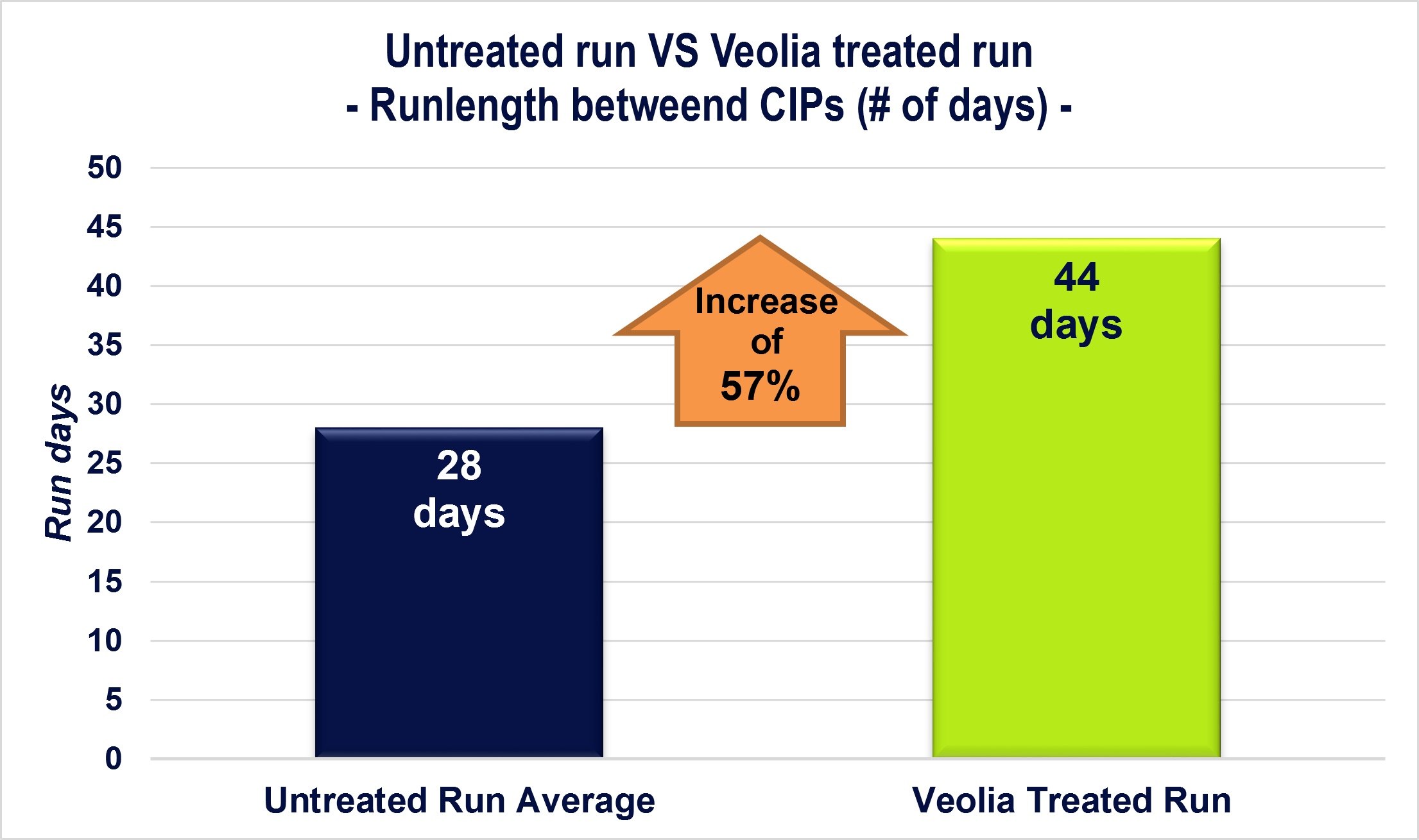
Figure 3: Run-lengths’ improvement with FoodPro DCF9834
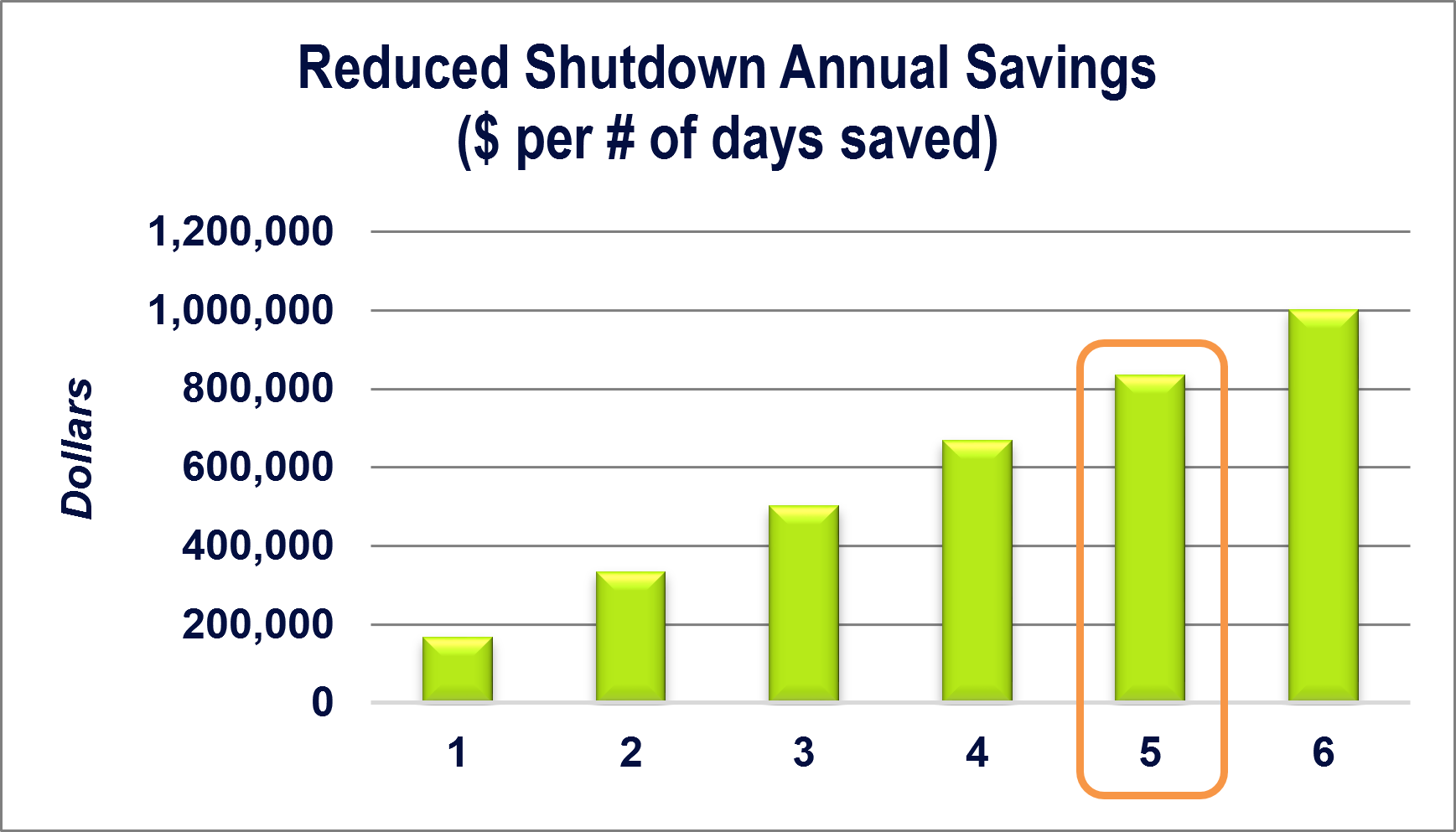
Figure 4: Operational savings with reduced
column cleaning frequency
To better understand the true impact of the Veolia treatment program, it is important to understand the operational impact the program has on the facility. The facility had an annual shutdown projection for beer column cleanings, based on history, of 13.5 days per year. Each shutdown costs the facility $165,136, for an annual total of $2,256,330 based on market conditions.
Utilizing Veolia’s FoodPro DCF9834 to reduce the fouling rate within the beer column, the ethanol producer reduced the total annual days of shutdown for column cleaning from 13.5 to 8.5 days per year. Meaning that the shutdown frequency was reduced by 37%, and run-length in between shutdowns could be extended by 57%. The gain in productivity for each day of downtime maintenance that can be prevented for this facility is depicted in Figure 4. The 5 days of downtime that were saved annually generated increased production valued at $883,842 per year.