

Challenge
The Nutrien ammonia plant in Borger, Texas, was experiencing regular tube failures of their waste heat boilers. An average of two failures per year of the steam generators represented a significant financial impact in maintenance and lost production, with each shutdown costing approximately $350,000 in repair, not including production losses.
The 1500 tons per day (TPD) Kellogg design ammonia plant requires 1500 psig steam to operate the turbines and compressors, and heat the various process stages. The system generates 520 klb/hr of steam from high purity feedwater treated using a coordinated pHphosphate program (a.k.a. congruent phosphate). The control of the treatment is critical to prevent caustic and acid corrosion attack in the high heat flux areas of the boilers.
A coordinated pH-phosphate program uses two phosphate-caustic product blends to control pH of the boiler water that can fluctuate due to the presence of any impurities, such as chloride or sulfate. The steam plant operators frequently test the boiler water pH and phosphate, as well as other control indicators. Results are entered in InSight*, Veolia’s cloud-based data management system, which uses proprietary analytics to guide operators in adjusting the treatment’s application.
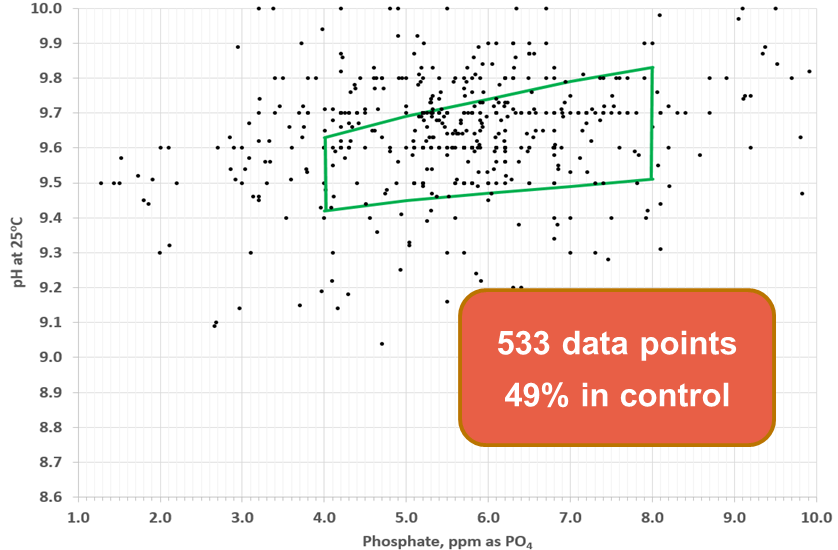
Because of the variability of the feedwater quality and the fact that the treatment’s application and control were done manually, the boiler water pH and phosphate would constantly move inside and outside of the control limits. Their typical operation would see over 50% of the measurements outside the prescribed limits (Figure 1), which could explain the recurring boiler tube failures. Nutrien Borger wished to improve control of the boiler water pH and phosphate to try to mitigate the cost associated with boiler failures.
Solution
Veolia recommended that an automation system be used to monitor the water parameters and be directly linked to the treatment’s application on a continuous basis. The Boiler Precision System (BPS) uses the readings of an online pH probe to determine the proper blend of phosphate products to apply in real-time (Figure 2). Chemical dosing is controlled via a steam flow signal from the plant’s DCS, so that the dosing rates are maintained in proportion to steam production. It is possible to further improve control by adding a blowdown flow meter and tying chemical feed rate to that reading. This would optimize the control of what is fed and what is being discharged from the boiler. The Borger plant is considering implementing this in the future.

Using an automated chemical monitoring and dosing system enables tests and adjustments to be performed on a continuous basis, instead of a few times a day as is the case when operators run lab tests and adjust the treatment manually.
Result
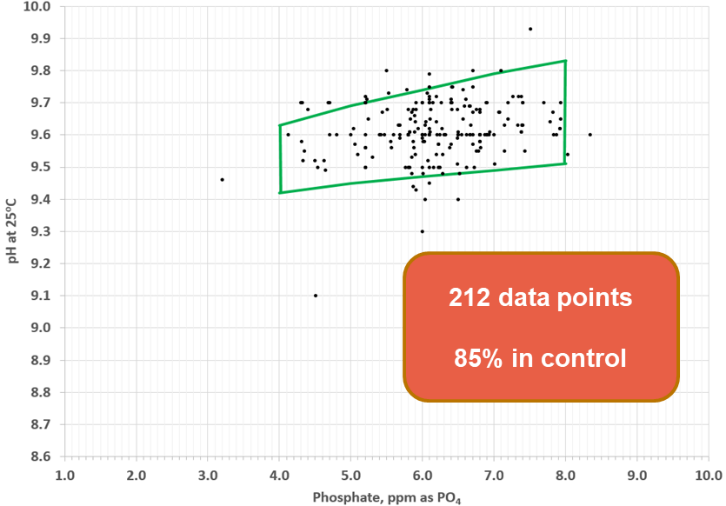
As soon as the BPS system was operational, the pH and phosphate of the boiler water stabilized. Within days, we could see that the system provided a significant improvement in control of the treatment, with over 80% of the datapoints within the control range (Figure 3).
Aside from the continuous reading and chemical adjustment, the BPS system also includes a sample temperature control unit, which ensures that pH measurement is conducted in controlled conditions, reducing the error margin.
The implementation of the BPS with automated chemical dosage reduced the safety risk related to chemical exposure, as the operators do not have to work in the vicinity of the chemical feed pumps and tanks so frequently. Although operators must still conduct tests every shift to validate the online readings, the time previously spent batching chemicals can be allocated to other value-added tasks.
“Over the years that Veolia has been providing us with water treatment and expert services, our partnership has led to many improvements to our utilities. The Boiler Precision System has improved boiler reliability, safety of chemical application, and greatly reduced unscheduled downtime.”
Mark Marquez, Ammonia Superintendent Nutrien Borger
Over the 12 months that the BPS has been installed, there has not been a single boiler tube failure at the Nutrien Borger plant. The reduction in maintenance costs and improvement in asset life has been estimated at $275,000 per year.