
Gas cleaning and process systems characterized by high solids content present a unique challenge in industrial water treatment. In comparison with "cleaner" systems (e.g., cooling systems, boiler systems, potable water systems) these systems can develop severe deposition and/or corrosion problems in a very short period of time. The deposits are often of an unusual composition, which can vary widely throughout a single system. The deposit and corrosion problems can cause sudden losses of production time, increased labor costs, and frequent equipment replacement.
High solids water systems are used in most industries, usually as part of manufacturing processes that use water for solids transport, chemical conversion and reaction, gas stripping, or solids separation. The following processes are typical high-solids applications:
- wet scrubbers, wet electrostatic precipitators, and dry scrubbers used in air pollution control systems
- waste treatment and disposal processes, from acid mine drainage streams to ash sluicing systems
- reagent makedown and storage systems (e.g., lime slaking)
Many plants with high solids water systems have addressed deposit and corrosion problems with a successful combination of operational control, mechanical cleaning, and chemical treatment.
High solids systems can experience a combination of classic deposition mechanisms. High levels of dissolved solids often cause scaling problems. As concentrations increase, the solubility of certain ions is exceeded and precipitation occurs. This precipitation can take place on system surfaces, such as piping, pumps, and spray nozzles. Precipitation can also occur on the surfaces of suspended matter, creating even larger particles. Precipitation can be triggered by minor changes in system chemistry and mechanical factors such as velocity and turbulence.
An increase in suspended solids concentration increases the deposition potential in two ways. Significant concentrations of suspended solids (greater than 25 ppm) contribute to mechanical fouling, which usually occurs in low-velocity areas, restricted areas, or areas where large particle size creates problems (e.g., strainers, filters). There is no chemical reaction involved in this mechanism as there is in scaling or precipitation. The physical characteristics of the suspended particles are not altered-they simply settle in low flow areas or become entrapped by adhering to other particles.
The presence of suspended solids also contributes to precipitation and scaling. By increasing the available surface area, suspended solids increase the potential for precipitation. Experiments have shown that solutions of calcium and sulfate ions, at concentrations greater than saturation, can be prepared without precipitation occurring. However, when a small amount of suspended solids is added to the solution, calcium sulfate crystals precipitate onto the solids and drop out of solution. A change in solution "mechanics" can make a substantial difference in solids behavior.
Most high solids systems are subject to both scaling and fouling. Certain modifications can be made to the chemistry or operation to minimize these problems. However, many systems (especially process streams and wet scrubbers) are designed to promote precipitation and separation of solids. Their purpose is to collect gaseous contaminants from the gas stream and precipitate them so that they can be removed and disposed of safely. In these systems, deposition must be controlled without interfering with the reactions. Figure 38-2 shows a sulfur dioxide wet scrubber that uses limestone or lime as a reagent. The scrubber is designed to circulate a 3-12% solids slurry at flow rates as high as 30,000-40,000 gpm. The goal is to create a reaction between the CaCO3 or Ca(OH)2 slurry and the SO2 gas to generate CaSO3and CaSO4 solids. This can produce tons of material a day. These SO2 scrubbers can experience severe scaling (with CaSO3 and CaSO4); some systems only run 3-4 days before being shut down for cleaning. Standard deposit control programs cannot be utilized because they would also retard or stop the reaction of SO2 gas with the lime or limestone slurry.
Deposition can occur in high solids systems despite effective control of system chemistry and operation. Under these conditions, the realistic goal is to extend the time between scheduled shutdowns and eliminate forced downtime.
Reduction of suspended solids is often a large step in controlling deposition problems. Many systems have solids removal as part of the circulating loop, but this practice is not always effective.
Clarifiers/Thickeners
Clarifiers and thickeners (Figures 38-3 and 38-4) are frequently included in high solids systems. They are designed to receive the entire high solids stream and return the overflow to the process or discharge it. These units can also be designed to receive the blowdown from a high solids system. In such cases, the overflow is either returned as makeup to the primary system or discharged. Underflow from a clarifier or thickener is usually sent to a dewatering unit, such as a vacuum filter, filter press, or centrifuge. It may also be sent directly to a disposal pond or landfill.
It is especially important to maximize the settling of solids when trying to improve the operation of a high solids system. This goal involves several key considerations:
- hydraulic design of the unit
- recirculation of underflow
- extraneous streams
- microbiological contamination
- foaming
- height of sludge blanket
Hydraulic design of the unit. The unit may simply be overloaded by flow and/or solids. Design information should be consulted for maximum design levels.
Recirculation of underflow. Operation can be improved by a reduction in recirculation. Most inorganic sludges do not require the "seeding" of incoming solids by conditioned underflow solids. Recirculation of underflow may increase the solids loading. When recirculation is required, the underflow recirculation line should discharge into a splitter box or centerwell.
Extraneous streams. Many high solids systems are a "catch-all" for various streams in a plant. Some of these streams contain solids, organic materials, oils, and chemicals that disrupt settling. All flows to the clarifier or thickener should be analyzed (even if the flow is intermittent) to determine their impact on clarifier operation. If necessary, they should be diverted elsewhere.
Microbiological contamination. Some clarifiers and thickeners operate with only periodic draw-off of underflow solids. This can lead to septic conditions in the settled sludge, causing odor problems and generating gases that can disrupt settling. Major microbiological populations in the sludge can also cause dewatering problems, such as filter cloth blinding. Periodic treatment of the system or settling unit with an antimicrobial usually eliminates the problem. Sludge should be sampled and examined for identification of the organism.
Foaming. Many high solids systems experience frequent problems with foaming. The settling unit develops a foam layer that traps incoming particles, adds solids to the overflow, and even creates housekeeping and safety problems. Foam can be caused by surfactant or hydrocarbon materials, microbiological contamination, organics in the makeup water, and a variety of other factors. Mechanical solutions include water sprays located on top of the settling unit and a boom arrangement at the overflow weir to prevent foam from entering the overflow. Antifoams can be fed to the influent or to the water sprays on top of the unit.
Height of sludge blanket. With insufficient underflow solids removal, the sludge blanket level can become too high. This limits "clean water" depth and residence time and often causes high solids in the overflow. A low sludge depth can also be detrimental. If the settling unit is designed so that the incoming solids travel up through the sludge blanket to improve contact and removal, a low sludge depth decreases the contact, causing high solids in the overflow.
Most settling units can benefit from a properly designed polymer addition program. In many cases, the feed of an anionic polyelectrolyte, at approximately 0.5-3 ppm, greatly enhances solids settling. This feed often results in improved dewatering, although a supplemental feed of polymer just upstream of the dewatering unit may be required. In some applications, a cationic polymer fed prior to the anionic polymer feed produces optimum results. The need for a cationic polymer can easily be determined by the standard jar testing procedure described in Chapter 5. If foam is present, the addition of an antifoam to the high solids system or just prior to the settling unit can minimize or eliminate foaming.
Solids monitoring in the overflow provides a direct indication of settling unit efficiency. A realistic goal for most systems is maintenance of less than 100 ppm suspended solids in the over-flow; maintenance of less than 25 ppm ensures minimal impact on the receiving system.
Hydrocyclones
Some high solids systems are designed with hydrocyclones to improve suspended solids removal. A side stream is taken from the primary process stream, sent to the hydrocyclone for solids reduction, and returned to the system. Theoretically, this process is similar to side stream filtration in a cooling system. However, hydrocyclones can be difficult to operate properly, and plugging often becomes a problem.
Hydrocyclones (Figure 38-5) are designed to perform a "gross" separation of solids by density. The process uses centrifugal force to separate and remove large particles from the incoming water or slurry. The water and remaining suspended particles are returned to the system. There are no moving parts and no parts that should require periodic cleaning.
In practice, operational problems are caused by fluctuations in dissolved solids concentration (which influences densities) and suspended solids loading. The degree of separation is satisfactory as long as the influent stream characteristics do not vary significantly from design. However, most high solids systems do not operate smoothly, and the hydrocyclone is often misapplied. The result is a shift in "separation" so that too many solids return to the system or too many solids are removed, plugging the removal piping. Usually, chemical treatment cannot solve this problem. Sometimes, a redesign of the hydrocyclone or the addition of cyclones for a multicyclone arrangement improves the control of solids separation.
Settling Ponds
Many high solids systems use settling ponds as part of a recirculation loop or as a final disposal site. Ash sluicing systems usually have ponds that operate in a recirculation mode.
Slurry is pumped or gravity-fed to the pond. Usually, sufficient retention time (several days) is provided for most solids to settle. Baffles may be included to direct the flow. After settling, the liquid is pumped back to the system as makeup or recirculating flow.
Due to accumulation of solids and/or low water levels, actual retention times may be insufficient for solids settling. Short-circuiting of flows in the pond (often due to solids accumulation) can also be a contributing factor.
Periodic removal of accumulated solids maximizes the capacity of settling ponds. Polymers can be added to enhance settling.
Even with effective solids removal, scaling can occur in the return line. Often, in systems with high dissolved solids, scaling does not develop in lines going to the settling pond. This is due to the abrasive nature of the high suspended solids in the slurry; any scale is immediately scoured off. Also, the surface area provided by the suspended solids causes most precipitation to occur preferentially on the suspended particles, not on pipe walls or pumps. However, water leaving the pond is often saturated or even super-saturated with dissolved species. In the absence of suspended particles, precipitation can occur on system surfaces. Deposit control is often required to protect the "clean water" return lines.
Some high solids systems are operated to maintain a certain level of suspended solids in the system. As described previously, maintenance of the required concentration can be critical to the efficiency of the systems, as in an SO2 scrubber. However, in any system, excess solids can cause catastrophic problems due to plugging.
It is important to establish a blowdown procedure that includes solids sampling. In critical systems, density may be monitored continuously. In other systems, sampling one or more times a day is sufficient for setting or checking blowdown rates. Solids levels can be determined through gravimetric analysis, hydrometers, settling cones, or measurement of centrifuged samples. A Marcy meter can be used for day-to-day comparison by operators.
Turbidity is not always an accurate indication of suspended solids. Dissolved solids that contribute "color" to a sample can affect turbidity readings. To compensate for this interference, suspended solids may be measured gravimetrically and compared to turbidity readings for a large number of samples to develop a correlation for a specific system. Turbidity can then be used as a measure of suspended solids for daily plant operation, provided that the correlation to suspended solids is checked periodically.
Conductivity is usually a reliable measurement of dissolved solids when used on a comparative basis.
Deposit control is the most difficult aspect of operating most high solids systems. The prospect of high dissolved and suspended solids concentrations leads most equipment designers to anticipate severe erosion/corrosion rates. The low pH of some systems also contributes to corrosion problems. Many systems are designed with exotic metals or coatings and rubber linings or plastic internals.
In operation, most systems develop substantial deposition problems (Figure 38-6). The formation of calcium sulfate, calcium fluoride, and silicate deposits is not significantly influenced by pH, so even low-pH systems can experience heavy deposition. Many plastic internal parts (such as mist eliminators, Figures 38-7 and 38-8) cannot withstand even light accumulations of deposits, due to their structural strength limitations. Many systems experience cracking, breaking, and loss of internal parts due to solids accumulation. This immediately affects efficiency and maintenance costs.
The following sections address operational procedures that affect deposition.
pH Control
Calcium carbonate scale formation is greatly affected by pH. Any high solids system with a pH over 8.2 has a potential for calcium carbonate scaling. In many applications, pH is maintained above 7.0 to prevent corrosion problems. However, if pH control is not closely maintained, system pH can approach the calcium carbonate scaling range. A pH in the range of 6.0-7.0 can reduce corrosion to acceptable limits and eliminate any potential for calcium carbonate scale.
Some processes require a specific pH level for the most efficient chemical reaction or adsorption (Figure 38-9). In these cases, pH control is critical. The choice of instrumentation and reagent chemical are important for successful operation. Feedforward control loops are relatively simple but often do not maintain the optimum system pH. Caustic is often used as a pH control reagent. However, it is expensive, and it is a strongly alkaline agent. This means that a small amount of caustic can swing the pH drastically, and the control loop may not be responsive enough to maintain pH in the desired range. This results in wide pH variations-often into the calcium carbonate scaling range. Lime and limestone are less expensive than caustic, and their lower basicity often improves control of pH. However, the addition of calcium can contribute significantly to deposition problems. Therefore, several factors must be considered in the choice of a reagent: cost, instrumentation, scaling potential without reagent addition, and solids generation.
High pH does not always mean high deposition potential. Above a pH of approximately 10.2, the potential for calcium carbonate (CaCO3) deposition decreases rapidly as calcium hydroxide (Ca(OH)2) becomes the predominant calcium species. Ca(OH)2 is much more soluble than CaCO3 and consequently less likely to deposit. In some plants, acid is fed to reduce pH, based on the assumption that high pH is always undesirable. This acid addition usually lowers the pH into the 7.5-10 range, promoting CaCO3 deposition.
Good pH control is dependent on good instrument maintenance. Probes and transmitters must be checked and calibrated regularly to ensure reliable pH control.
Density/Solids Control
The control of solids concentrations is important to maintaining efficient operation. A system that is prone to deposition problems may benefit from an evaluation of dissolved and suspended solids levels. Tight control of blowdown minimizes these levels and reduces deposition.
Flushing Procedures
Proper shutdown procedures prevent deposition in idle system components. Many systems have redundant equipment, such as spare pumps and alternative piping systems or bypass lines. Pumps and lines holding high solids slurries must be flushed with "clean" water prior to shutdown. Even if only a few hours will elapse between shutdown and start-up, these sections of the system should be liberally flushed. Fresh water connections should be installed throughout a high solids system to facilitate flushing.
Location of Makeup and Reagent Feed Points
Makeup and reagent feed points are a primary consideration in systems with high concentrations of dissolved solids. Severe deposition can occur at addition points, caused by the use of makeup water whose chemistry is dissimilar to that of the system water, or due to the use of a strong reagent that causes localized pH swings. Therefore, feed points should be located in areas where precipitation of solids can be controlled (e.g., thickeners or clarifiers, sumps, and large reaction tanks with extended residence time) or in areas with good mixing, distribution, and turbulence.
In many high solids systems, significant deposition occurs despite all efforts to control it mechanically and operationally. Because of the low solubility of many compounds, it is often impossible to eliminate deposition problems completely. However, it is possible to reduce deposition and alter its characteristics to ensure satisfactory performance with a predictable maintenance schedule.
Many of the deposit control agents used in cooling systems are not suitable for high solids systems. Most phosphonates and polymers react readily with suspended solids and newly precipitated crystals. However, some of these materials exhibit low solubility with certain ions. For example, the incorrect application of some phosphonates in high-calcium waters can result in the precipitation of a calcium-phosphonate complex that can aggravate deposition.
Several phosphonates and polymeric dispersants work very effectively in the presence of high dissolved and suspended solids and in demanding environments. Some work well at both low and high pH and at moderately high temperatures. In some systems, the deposit control agent must be effective for only a relatively short period of time, to control deposition until the flow reaches a solids removal unit. That is why the feed of the deposit control agent can usually be below stoichiometric levels. For example, precipitation and fouling need to be controlled only for a matter of minutes in some systems, although they must be controlled for hours or even days in boilers and cooling systems.
The effect of suspended solids on a deposit control program is an important consideration. Most deposit control agents adsorb onto the surfaces of solids. This must be considered in determination of feed rates and feed points. For example, if a deposit control agent is added to a reagent feed tank hours before application to the system, its efficacy may be severely reduced due to exposure to solids.
Treatment chemicals are removed along with solids when the stream passes through solids removal equipment, such as clarifiers and hydrocyclones. Therefore, water leaving a solids removal unit is essentially untreated for deposit control. Because this water can be highly saturated with scaling ions, a deposit control treatment may be required at this point to prevent scaling of lines.
High solids systems can be difficult to monitor. High dissolved and suspended solids can plug sampling lines and continuous monitors. They can also interfere with chemical tests.
Many high solids systems have an in-line pH probe to track system pH and control acid or base feed. Regular calibration and maintenance is required to prevent losses in efficiency, reagent waste, plugging, and accelerated corrosion. In many cases, a side stream "pot" arrangement for the pH probe provides more representative results than a probe placed directly in the process stream.
Evaluating the rate of deposit accumulation in these systems may require a creative approach to monitoring and results analysis. Pressure drop across a system may be compared with design specifications to indicate accumulation of deposition. Gas velocities, process stream flows, and system efficiency levels (in the case of air pollution control equipment) can all be used to assess the operating condition of the system. Reliable instrumentation and constant maintenance is needed to track these parameters. Depending on the needs of the application, optional monitoring configurations such as the following may be employed:
- A flanged "spool" piece can be inserted in the system piping. This line can be valved to a bypass loop, or the system can be intermittently shut down to permit inspection of the spool piece to evaluate deposition.
- Bypass racks with coupons are usually not effective in high solids applications because they are too susceptible to plugging. Deposit coupons placed directly in the system with a retractable assembly can give a comparative measure of deposit accumulation (Figure 38-10). However, they are susceptible to severe erosion/corrosion and total metal loss due to the impingement of solids.
- Portable heat exchangers can be used to generate representative deposits. These exchangers can also be used to evaluate various deposit control programs by feeding the program directly to the portable heat exchangers.
Figure 38-2. Limestone scrubbing is the most common method of SO2 removal.
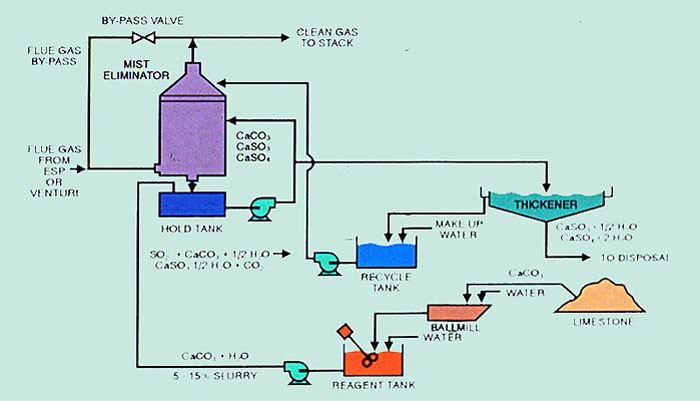
Figure 38-3. Solids control from process thickeners and clarifiers is often critical to optimum operation of the system.

Figure 38-4. Cross section of a typical high solids thickener.
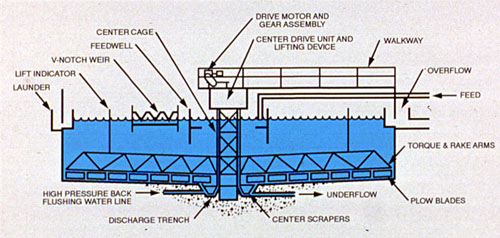
Figure 38-5. Hydrocyclones are often incorporated in ball mill systems to improve solids separation.
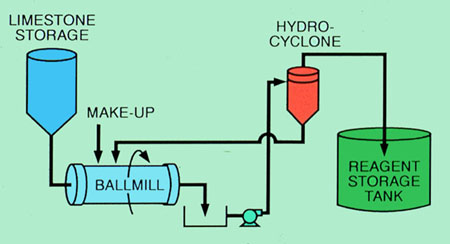
Figure 38-6. Deposits can develop rapidly in high solids systems.

Figure 38-7. Most demister sections incorporate wash sprays to help keep surfaces clean.
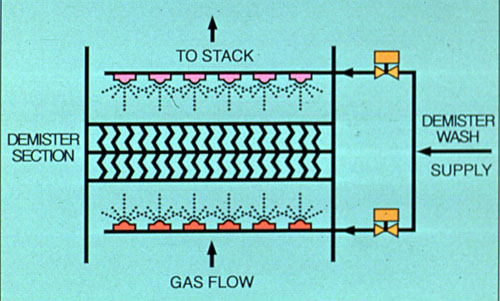
Figure 38-8. Demister sections can develop serious deposition problems due to carryover and the use of recycled water for wash water.

Figure 38-9. Distribution of sulfite and sulfate species based on system pH.
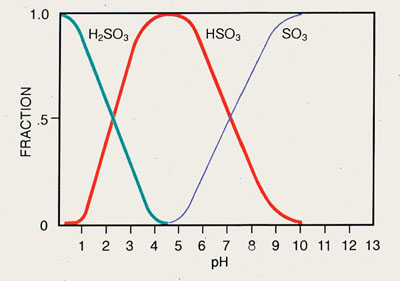
Figure 38-10. Use of a retractable deposit coupon assembly can provide realistic information on system deposits.
