- Preoperational Cleaning
- Postoperational Cleaning
- Water Flushing and Steam Blowing
- Alkaline Cleaning
- Solvent Cleaning
Internal surfaces of steam generator systems are cleaned to remove contaminants that impair heat transfer and may ultimately cause tube failure. In the decision to clean chemically and the selection of the cleaning method, the following factors should be considered:
- the type of design, amount of flow, operating temperature, and pressure of the steam generator
- the characteristics and quantity of deposit
- the compatibility of the cleaning solvent with system metallurgy
- the method of spent solvent disposal
- the availability of demineralized water or condensate
- safety
- cost
Traditionally, preoperational cleaning has not been a major consideration in plant design and construction. This area has recently received more attention because of costs, environmental restrictions on plant discharges, smaller boiler design margins, higher boiler operating pressures and temperatures, and noise abatement requirements.
The purpose of preoperational cleaning is to remove construction contaminants which could cause operating problems or even failure during initial operation. Preoperational contaminants include mill scale, weld slag, corrosion products, oil, grease, debris and dirt, temporary protective coatings, and other contaminants remaining after fabrication and erection of the unit.
Mill scale, a dense magnetite layer produced on steel surfaces during fabrication, is subject to fracture and erosion during system operation. Because the exposed metal is anodic to the mill scale, these surface cracks are potential corrosion sites. In addition, mill scale and weld scale can become deposit accumulation sites and may cause damage if they break loose. Removal of metallic scale and corrosion products generally requires chemical cleaning.
Frequently, sand and dirt (which add scale-forming contaminants such as silica and calcium to the boiler water) can be removed by flushing.
Oils and grease are also used in boiler fabrication. The insulating effect of even thin films of these substances can lead to overheating failure. Oil and grease, including temporary protective coatings, are generally removed by hot alkaline chemical cleaning.
Two areas merit consideration in the planning of preoperational cleaning. First, plant design should include provisions that allow field cleaning with a minimum of temporary piping, time, and cost. Second, fabrication and erection cleanliness should be maintained at the highest practical level so that only a minimum of field cleaning is necessary. Increased attention is being given to cleanliness during fabrication due to several factors:
- the trend toward more shop fabrication and less field fabrication allows better cleanliness control
- system start-up is quicker when complex cleaning methods are not required
- environmental regulations complicate the disposal of chemical cleaning solutions
- noise abatement limits the use of steam blows in some locations
The preoperational cleaning method chosen depends largely on the cleanliness maintained during fabrication and erection. If a high degree of construction cleanliness is maintained, a water flush of condensate and feedwater systems may be used, along with an alkaline boil-out followed by a steam blow of the steam generator. This can provide sufficient cleaning in most boilers that operate at less than 900 psig.
A hot alkaline flush of the condensate and feedwater systems and an alkaline boil-out of the boiler and economizer are required if certain contaminants are present. In addition to removing oil, grease, and temporary protective coatings, the alkaline conditions and the flushing action may cause dislodging of some flaky surface oxide and mill scale. If no other cleaning is required, the alkaline cleaning should be followed by steam blowing.
Contaminated boiler and steam systems, as well as systems that operate at over 900 psig, may require a more thorough chemical cleaning. This should be preceded by an alkaline cleaning to prevent oil or grease from interfering with the cleaning process unless a single-stage alkaline/chelant cleaning solution is used.
Preoperational acid or chelant cleaning procedures vary greatly depending on individual circumstances. The equipment to be cleaned may include any combination of the following:
- boiler/economizer
- condensate/feedwater systems
- superheater/reheater
- main steam lines
The other variable, when to clean, also depends on the individual application. Typical sequences include the following:
- alkaline clean before initial operation
- alkaline clean and acid/chelant clean before initial operation
- alkaline clean before initial operation followed by an acid/chelant cleaning after several weeks to 1 year of operation
Subcritical boilers operated at pressures greater than 900 psig are generally given a hot alkaline cleaning and an acid or chelant cleaning of the boiler and economizer. Supercritical boilers and systems are usually given a hot alkaline cleaning along with an acid or chelant cleaning of the condensate/feedwater systems, boiler, and economizer. Often the superheater and reheater are cleaned as well.
Acid or chelant cleaning of the boiler and economizer is generally performed before initial operation to prevent contaminant damage or water chemistry upsets. Sometimes, this cleaning is delayed until after initial operation (i.e., until after most condensate and feedwater system contaminants have been carried to the boiler). However, this presents the risk of contamination in the economizer and high heat zones of the boiler.
Acid or chelant cleaning can be beneficial in condensate/feedwater systems because of the equipment's large surface area. However, the necessity for additional chemical cleaning is reduced when these systems are made primarily of copper alloys and stainless steel. Acid or chelant cleaning removes contaminants in these systems, and there is no reason to delay boiler and economizer cleaning until after initial operation.
Acid or chelant cleaning of the superheater and reheater increases cleaning costs and complexity but minimizes possible turbine problems by removing contaminants which could cause solid particle erosion. Although it was not common in the past, chemical cleaning of superheaters or reheaters is becoming more frequent.
Unless a proper inspection program is in place, a blown tube may be the first indication of a need for chemical cleaning of a boiler. The type and frequency of inspection required vary with the boiler design, its operating requirements, and the history of operation and water treatment. Visual inspection of the fireside may reveal blistered tubes, while waterside inspection of the drums, tube internals, and headers may reveal deposit accumulations that indicate a need for boiler cleaning.
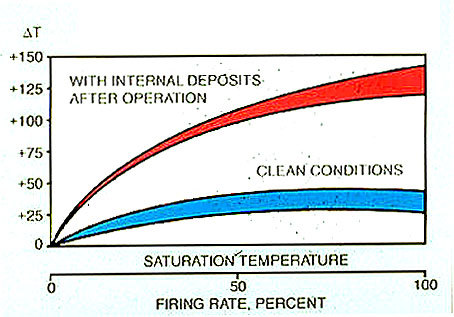
Boroscopes and miniature video cameras (Figure 15-1) can be used to monitor conditions in tubes and headers not otherwise visible. Tube samples are often cut from the highest heat flux area of the boiler to permit visual examination of conditions at this critical location, along with quantitative measurement of the deposit accumulation. Chordal thermocouples (Figure 15-2) may be used to measure the effect of any boiler deposition on the resistance to heat transfer in certain critical tubes and thereby identify the need for cleaning.
After a boiler has been in operation for some time, its cleaning schedule may be based on number of years in operation or amount of steam generated.
Deposits may include corrosion products, mineral scale, sludge, or process contaminants, in any combination. Deposits form from low levels of accumulation for long periods of operation, due to improperly controlled water treatment or process contamination. Deposit characteristics are influenced by raw water characteristics, type of external treatment, feedwater treatment methods and control, and the nature and degree of external contaminants which have entered the feedwater during operation. Power and water plant operators play a big part in the deposit control of a unit.
Corrosion product deposits are the major contaminant in high-pressure boilers using demineralized makeup water. Condensate and feedwater system corrosion products can be carried into the boiler, where they can deposit on the metal surfaces. Boiler tube metal corrosion can add to this deposit, but with good boiler operation and proper water treatment practices, tube metal corrosion is not usually significant. The insulating effect of a corrosion product deposit can cause tube metal overheating and subsequent failure. Because they are usually porous, corrosion product deposits can also provide sites for boiler water concentration and, consequently, the potential for caustic attack.
In boilers that receive some hardness in the makeup water, typical deposits are calcium, magnesium, and phosphate compounds. These mineral scales, along with sludge and process contaminants such as oils, can also cause an insulating effect which leads to overheating. The principal cause of mineral scale formation in boilers is the fact that scale-forming salt solubility decreases with increasing temperature. Thus, as boiler water is heated, the solubility of scale-forming salts is exceeded and crystallization takes place on the boiler heating surfaces.
Removal of deposits has advantages other than minimization of failures. Cleaning reveals the true boiler metal condition, allowing more complete inspection. Previously unnoticed pits or gouges may become clearly visible. Cracks resulting from fatigue, embrittlement, or corrosion may be revealed. Also, a clean unit may be operated more efficiently.
Most internal deposits can be removed with mineral acid, organic acid, or chelant. The most widely used solvent is a 5% hydrochloric acid solution with inhibitor and complexors. Phosphoric, sulfuric, and sulfamic acids are also used in boilers that operate at less than 2000 psig. Inhibited ammonium citrate and a combination of hydroxyacetic and formic acids are commonly used organics. Salts of EDTA (ethylenediaminetetraacetic acid) have been used for both off-line and on-line cleaning.
Environmental regulations must be considered in solvent selection. Plants with no waste treatment facilities must have spent cleaning solution trucked away, or they must use a process in which the spent solution can be evaporated.
A new boiler or an operating boiler that is subject to oil contamination should be given an alkaline boil-out before chemical cleaning. Otherwise, oil-based contaminants will interfere with cleaning. Brass or bronze parts should be replaced temporarily with steel or steel alloy parts before a chemical cleaning. Proper provisions should be made for venting of chemical vapors. Connections to steam headers or other equipment should be valved shut with provisions for backfilling and draining.
There are two basic methods of acid or chelant cleaning: the circulation method and the static (sometimes called fill-and-soak) method.
In the circulation method, the cleaning solution is intermittently circulated through the unit until the chemical content and the iron and copper content of the cleaning solution reach a constant value, indicating the end of the reaction between the solvent and deposits. This method is suitable for units with positive liquid flow paths, and it allows monitoring of the cleaning operation at multiple sample points.
In the static method, the cleaning solution soaks in the unit for a prescribed length of time. This method is used when positive circulation of the cleaning solution is impractical.
In addition to inhibited solvent, intensifier chemicals are required in some instances to help remove particular scale constituents. The addition of certain wetting agents with the inhibitor can reduce corrosion rates during cleaning.
WATER FLUSHING AND STEAM BLOWING
Alkaline water flushes are usually performed with potable-quality tempered water. Flush velocity should be greater than system design velocity. After the flush, the condenser hot well, deaerator, and deaerator storage tank are usually cleaned by hand, because these units do not drain completely.
Steam blowing normally follows the last boiler and economizer chemical cleaning operation. When reheaters are present, this step is usually done in two stages. First, the main steam piping and superheater are blown. Then, the main steam piping, superheater, and reheater are blown. The most effective cleaning is accomplished when the blowing steam force exceeds maximum operating steam force. A 1.6:1 force ratio has been found to provide satisfactory cleaning of particles from the piping. Continuous blowing is used, but intermittent blow periods of several minutes each are more common.
In order to assess blowing effectiveness, blow steam may be directed onto a target plate in the main steam line. This practice is most common in high-pressure boilers generating superheated steam for a turbine drive. Successive blows are made until solid particle erosion is no longer visible on the target plate. The required blow time varies, but in general is approximately 24 hr unless chemical cleaning has preceded the blow. Chemical cleaning can significantly reduce required blow times.
Alkaline cleaning (flush/boil-out) solutions are basically trisodium phosphate and surfactant. Trisodium phosphate concentrations typically range from 0.1 to 1%. Disodium phosphate and/or sodium hydroxide may be added. Sodium nitrate is often added when caustic is used, as a precaution against caustic embrittlement. Sodium sulfite is occasionally used to prevent oxygen corrosion.
Although mill scale removal is not one of the purposes of alkaline cleaning, the addition of chelating agents may remove enough mill scale to eliminate the need for further chemical cleaning. However, where mill scale removal is specifically desired, acid or chelant cleaning should follow alkaline cleaning. Commercial alkaline cleaning products may include chelants and other compounds specifically formulated to provide effective cleaning.
Alkaline cleaning should follow procedures that boiler manufacturers furnish for their specific boilers. During cleaning, boilers are fired at a low rate, but not enough to establish positive circulation. Boil-out pressure is usually about half the operating pressure. Several times during the alkaline boil-out, half of the boiler water should be blown down as shown on the gauge glass through the bottom blowdown valves. Alternate valves are used where there is more than one blowdown connection. The boiler is refilled close to the top of the glass after each blow. Superheaters and reheaters are protected by backfilling with a properly treated condensate. Each chemical cleaning stage lasts for approximately 6 to 24 hr.
When alkaline cleaning is completed, the unit is slowly cooled, the alkaline solution is drained to the disposal area, and the unit is flushed with good-quality condensate. Flushing, with intermediate blowdown, should be continued until flush water conductivity is less than 50 mhos and phosphate is less than 1 ppm. Alkaline cleaning should be repeated if organic or residual oil-based contaminants are found upon inspection of the unit.
The choice of solvent should be based on laboratory studies of the deposit sample found inside the tube. This will help ensure that the expected results of the chemical cleaning are achieved at minimum expense and risk to the system.
Inhibited hydrochloric acid is the most commonly used solvent. It is effective for removing most calcium and iron deposits. Hydrofluoric acid or ammonium bifluoride is often added to the hydrochloric acid to aid in the removal of silicate-containing scales. This mixture is also used to accelerate the removal of certain complex scales.
When copper oxide is present in the deposit, it may dissolve and then plate out as metallic copper, causing pitting of the system metal. For this reason, a copper complexing agent such as thiourea is often added to the hydrochloric acid to keep the copper in solution.
Chelating agents, such as EDTA and citric acid, are used to dissolve iron oxide deposits. They can also be used to dissolve deposits containing copper oxides by the injection of an oxidizing agent through the boiler circuits.
In superheaters and the water-steam circuits of once-through supercritical boilers, magnetite and complex scales may be removed by inhibited hydroxyacetic and formic acid, inhibited EDTA, or inhibited ammoniated citrate. Because these materials are highly volatile, they are useful in units that are difficult to fill, circulate, and drain.
After the cleaning, the unit must be drained under a nitrogen blanket and flushed with pure water until it is free of solvent and soluble iron. If a mineral acid solvent is used, a boil-out should follow to repassivate the metal surface. If a chelant is used, oxygen injection into the cleaning solution provides passivation.
Following cleaning, the boiler should be inspected to verify that the expected results have been achieved. Visual inspection of the drums and headers may reveal the accumulation of loose particulate matter, which signifies a need for additional flushing. Video or boroscope inspection of the tubes or cutting of tube samples may reveal the need for further cleaning.
Because of possible harm to personnel and equipment, only qualified personnel should be involved in solvent selection, planning, and supervision of the cleaning.
Learn more about how Veolia's steam condensate treatment can increase performance and reliability with corrosion control in steam condensate systems.
Figure 15-1. Miniature video equipment permits the inspection of otherwise inaccessible boiler tubes.

Figure 15-2. Chordal thermocouple measurements detect the buildup of water-side deposits.