
Cold-end corrosion can occur on surfaces that are lower in temperature than the dew point of the flue gas to which they are exposed. Air heaters and economizers are particularly susceptible to corrosive attack. Other cold-end components, such as the induced draft fan, breeching, and stack, are less frequently problem areas. The accumulation of corrosion products often results in a loss of boiler efficiency and, occasionally, reduced capacity due to flow restriction caused by excessive deposits on heat transfer equipment.
Acidic particle emission, commonly termed "acid smut" or "acid fallout," is another cold-end problem. It is caused by the production of large particulates (generally greater than 100 mesh) that issue from the stack and, due to their relatively large size, settle close to the stack. Usually, these particulates have a high concentration of condensed acid; therefore, they cause corrosion if they settle on metal surfaces.
The most common cause of cold-end problems is the condensation of sulfuric acid. This chapter addresses problems incurred in the firing of sulfur-containing fuels. Sulfur in the fuel is oxidized to sulfur dioxide:
| S | + | O2 | = | SO2 |
| sulfur | oxygen | sulfur dioxide |
A fraction of the sulfur dioxide, sometimes as high as 10%, is oxidized to sulfur trioxide. Sulfur trioxide combines with water to form sulfuric acid at temperatures at or below the dew point of the flue gas. In a boiler, most of the sulfur trioxide reaching the cold end is formed according to the following equation:
| SO2 | + | 1/2 O2 | = | SO3 |
| sulfur dioxide | oxygen | sulfur trioxide |
The amount of sulfur trioxide produced in any given situation is influenced by many variables, including excess air level, concentration of sulfur dioxide, temperature, gas residence time, and the presence of catalysts. Vanadium pentoxide (V2O5) and ferric oxide (Fe2O3), which are commonly found on the surfaces of oil-fired boilers, are ef-fective catalysts for the heterogeneous oxidation of sulfur dioxide. Catalytic effects are influenced by the amount of surface area of catalyst exposed to the flue gas. Therefore, boiler cleanliness, a reflection of the amount of catalyst present, affects the amount of sulfur trioxide formed.
The quantity of sulfur trioxide in combustion gas can be determined fairly easily. The most commonly used measuring techniques involve either condensation of sulfur trioxide or adsorption in isopropyl alcohol. Figure 22-1 is a curve showing the relationship of sulfur trioxide concentration to dew point at a flue gas moisture content of 10%. Higher flue gas moisture increases the dew point temperature for a given sulfur trioxide-sulfuric acid concentration. Cold-end metal temperatures and flue gas sulfur trioxide content can be used to predict the potential for corrosion problems.
At the same sulfur content, gaseous fuels such as sour natural gas, sour refinery gas, and coke oven gas produce more severe problems than fuel oil. These gases contain more hydrogen than fuel oil, and their combustion results in higher flue gas moisture. Consequently, dew points are raised. With any type of fuel, corrosion and fouling potentials rapidly increase below gas temperatures of 140 degrees F (60 degrees C), which is the typical water dew point for flue gases.
Cold-end corrosion and deposition are usually much less severe in coal-fired boilers than in oil-fired units. Usually, coal ash is alkaline, so it increases the pH of the deposits formed in cold-end sections. Thus, the extent of the corrosive attack by sulfuric acid is diminished. Also, the high level of ash present when coal is fired results in a lower concentration of acid in the ash particle. At the same sulfur content, coal firing dew points are generally 20-40 degrees F lower than oil firing dew points.
The most common cause of deposition within air preheaters is the accumulation of corrosion products. Most air preheater deposits contain at least 60% iron sulfates formed by the corrosion of air heater tube metal. Therefore, a reduced corrosion rate frequently reduces the fouling of air preheaters.
MECHANICAL AND OPERATIONAL SOLUTIONS
Air Preheaters
A regenerative air preheater can reduce cold-end problems when installed instead of a recuperative air preheater on a new or existing boiler. In the regenerative air preheater design, heat transfer surfaces are below the acid dew point for much shorter periods of time.
Most modern regenerative air preheaters are equipped with steam or compressed air sootblowers and fixed or oscillating water washing nozzles. In boilers equipped with multiple units, individual air preheaters can be isolated and washed on-line. Suitable drain connections must be provided as well as a system for treating the wash water prior to disposal. Washing is generally continued until the pH of the wash water is above 4.5. The wash water effluent is a relatively low pH stream with a high soluble iron content. Most air preheaters are washed with untreated water. Some operators add caustic soda or soda ash to neutralize the deposits and lower the loss of air heater metal during washing.
The average cold-end temperature of an operating air preheater is the sum of combustion air inlet temperature and flue gas outlet temperature, divided by two. The average cold-end temperature is generally used in the assessment of potential problems and the selection of air preheater size and materials of construction. The average cold-end temperature of an operating air preheater must be maintained in accordance with the manufacturer's specifications. Corrosion-resistant materials are used in some regenerative air preheater cold sections to obtain the lowest possible stack gas temperature and consequently the highest boiler efficiency.
Steam Coil Air Preheaters
In some installations, heating coils are placed between the forced draft fan outlet and the air preheater inlet to accommodate seasonal fluctuations in incoming combustion air temperature. These heat exchangers are commonly termed "steam coil air preheaters." They maintain the average cold-end temperature of the air preheater above the acid dew point. Where steam coils are used, the temperature of the combustion air entering the air heater is independent of the am-bient temperature.
Steam coil air preheaters are also installed when boilers are changed from coal or gas firing to oil firing. Steam coils are installed because oil firing requires maintenance of an air preheater average cold-end temperature that is higher than that normally specified for the firing of natural gas or coal. The operation of steam coil air preheaters results in an increase in the heat rate of the steam plant. Combustion air bypasses around the air heater and hot air recirculation have also been used to control average cold-end temperatures. Both of these methods reduce boiler efficiency.
Minimizing Air Infiltration
The operation of a boiler at or below 5% excess air can result in a marked reduction in flue gas sulfur trioxide content and dew point. An experimentally determined relationship for one boiler is shown in Figure 22-2. The infiltration of air into the flame zone or into an area where the catalytic oxidation of sulfur dioxide is occurring increases the potential for cold-end problems. Therefore, maintenance and inspection procedures should be directed toward minimizing air infiltration.
Minimizing Flue Gas Moisture Content
As previously stated, the dew point is not only affected by the partial pressure of sulfuric acid in the flue gas but also by the partial pressure of water in the flue gas. The minimum obtainable flue gas moisture content is determined by the moisture content of the fuel and combustion air and by the hydrogen content of the fuel.
The moisture content of coal is somewhat controllable through proper handling and storage procedures. Handling and storage specifications can be written limiting the moisture content of fuel oil. Factors that increase flue gas moisture content include:
- boiler tube leaks
- steam coil air preheater leaks
- excessive boiler or air heater soot blowing
- leaking water wash nozzles
- instrumentation leaks
When two fuels (such as coal and oil, oil and natural gas, or blast furnace gas and coke oven gas) must be fired simultaneously, certain ratios produce the highest dew points. The worst ratio on a Btu-fired basis is 1:1.
When a fuel is fired that has a higher hydrogen content than the base fuel normally used, the flue gas produced has a higher moisture content, resulting in an increased dew point. When possible, fuels of different hydrogen content should be fired separately. Figure 22-3 graphically depicts the influence on sulfuric acid dew point that results when natural gas and a sulfur-containing fuel are fired simultaneously in a single boiler.
Many chemical solutions have been devised to control cold-end deposition and corrosion. These solutions can be divided into two broad classifications: fuel additives and cold-end additives. Fuel additives are compounds that are added directly to the fuel or combustion process. Cold-end additives are fed into the back of the boiler after steam-generating surfaces so that they spe-cifically treat only the lower-temperature areas.
Fuel Additives
Magnesium and magnesium/aluminum based fuel additives are used to reduce sulfur trioxide in the flue gas. These compounds function primarily by altering the effectiveness of the iron and vanadium catalysts. They are fed to liquid fuels, most commonly residual fuel oil. Alkaline fuel oil additives, such as magnesium, also increase the pH of deposits formed on cold-end surfaces, thereby reducing corrosion.
Cold-End Additives
Cold-end corrosion and deposition can be controlled more economically and effectively through the use of cold-end additives. Cold-end additives include sulfuric acid neutralizing agents and corrosion inhibitors.
Magnesium Compounds. Alkaline magnesium compounds, such as magnesium oxide and magnesium carbonate, are fed to reduce the sulfur trioxide content of flue gases. These compounds are fed in high-temperature areas, such as primary superheater sections. The reaction product formed, magnesium sulfate, often increases deposition within air preheaters.
The main benefit of magnesium compound injection is a reduction in air preheater corrosion. Often, the level of fouling is not appreciably altered, because the corrosion product fouling is replaced by magnesium sulfate fouling. Therefore, where magnesium compounds are used, suitable water wash nozzles must be present to permit periodic removal of magnesium sulfate.
Additives that remove sulfur trioxide from flue gas must be fed in stoichiometric quantities with respect to the amount of sulfur trioxide to be removed. Therefore, higher levels of sulfur in the fuel require higher feed rates for protection. Coal-fired boilers require less treatment than oil-fired boilers for a given sulfur level in the fuel.
Corrosion Inhibitors. Corrosion inhibitors can be added to the cold end of the boiler to alleviate problems associated with the condensation of sulfuric acid. These materials do not neutralize the sulfuric acid in the flue gas; they prevent surface corrosion where the sulfuric acid condenses. Fouling of the air preheater is reduced because the quantity of corrosion products is reduced. Although the dosage of inhibitor required to achieve the desired effect increases with increasing acid content in the flue gas, the relationship is not linear.
The compositions of inhibitor-type cold-end additives are usually proprietary. Products are available in powder and liquid form. Liquid solutions are injected upstream of the problem area with atomizing spray nozzles.
Justification for cold-end additives is generally based on the benefits obtained by higher unit heat rates and lower maintenance costs for the equipment in the cold-end section. The feed of cold-end additives enables the unit to operate with a lower rate of steam flow to the steam coil air preheaters, resulting in an increase in unit heat rate. If average cold-end temperature is controlled with bypasses, the bypassed air flow can be reduced so that an improvement in boiler efficiency is obtained. A smaller improvement in heat rate is gained through reduction of fan horsepower, which reduces the average pressure drop across the air preheater.
Acid Smut Control. Cold-end additives can be used to reduce acid smut problems. In some in-stances, it is believed that smut is created when fly ash particles agglomerate to form larger particles. These particles adsorb sulfuric acid mist and become highly acidic. Fly ash deposits often accumulate in low-temperature areas of breeching. During soot blowing or load changes, some of the deposited fly ash can be entrained in the flue gas stream and carried out the stack. The large particles then settle in the vicinity of the stack. Magnesium-based fuel additives have been beneficial in reducing acid smut problems by increasing the pH of the deposits.
Evaluation and Monitoring Techniques
Corrosion Rate Measurement. Various devices are available to assess the impact of additive application on corrosion rates. Table 22-1 shows a selection of monitoring methods. In some cases, problems in the breeching, induced draft fans, and stack can be measured by corrosion coupons placed within the flue gas stream.
For air heater corrosion and fouling problems, some provision must be made to maintain a corrosion specimen temperature that is within the ranges typically found in the operating air preheater. Corrosion probe methods (see Table 22-1) are used to simulate corrosion rates in an operating air preheater. Figure 22-4 shows a multipoint corrosion probe. The temperature to be maintained on the specimen is determined by calculation of average cold-end temperature and measurement of dew point.
Table 22-1. Comparison of corrosion rate assessment methods
| Method | Variable Measured | Time Required |
Instrument Cost |
Advantages | Limitations |
| Corrosion coupon installed on surfaces | loss of weight of coupon | 1-4 week | low | simple; measures corrosion directly | not clear if location of coupon represents entire surface |
| Air-cooled corrosion probe for flue gas test | loss of weight of coupon | 1-4 week | low | simple; can determine corrosion as a function of temperature | temperature cannot be closely controlled without relatively high expense |
| Multipoint corrosion probe | short-range loss of iron | 5-7 hour | low to moderate | can determine corrosion over a wide temperature range; rapid indication | difficulty extrapolating short-range to long-range results |
| Sampling of flue gas | flue gas sulfur trioxide | 4-5 hour | high | direct measurement of SO3; then dew point temperature is accurate | more technical knowledge required to operate equipment; not a direct indication of corrosion |
| Electrical conductivity, dew point and rate of acid buildup meter | temperature at which acid condenses on probe; rate of acid deposition below the dew point | 2-4 hour | high | quick; gives some idea of corrosion problem | low sulfur trioxide gives inaccurate and nonreproducible results; high dust loadings interfere with rate of acid buildup measurements; does not measure surface coating additive effect |
The electrical conductivity dew point meter is useful in problem assessment work and some results monitoring. In addition to corrosion monitoring, this meter provides an indication of the deposition rate by measuring the increase in the conductance of an acid-containing film with respect to time. The electrical conductivity meter is acceptable for results monitoring only where a sulfur trioxide removal additive is used. The dew point meter is shown in Figure 22-5.
Normally, direct measurement of sulfur trioxide is used only for Environmental Protection Agency tests because of its cost and complexity. All of these evaluation techniques and tools are used by suppliers of proprietary cold-end treatments. They enable the engineer to define the problem and measure results properly.
Figure 22-1. Muller's curve indicates acid dew point.
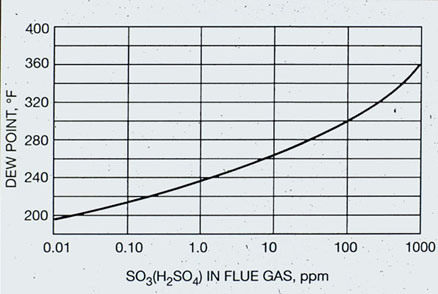
Figure 22-2. H2SO4 dew point as a function of burner excess air (less than 3% sulfur fuel oil).
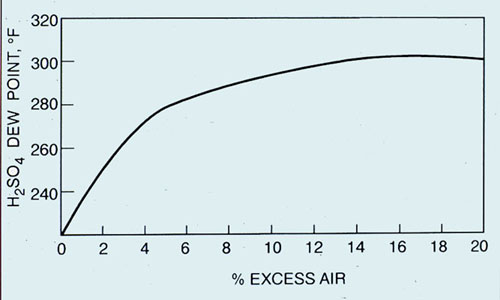
Figure 22-3. Effect on H2SO4 dew point of firing natural gas and 1.0% sulfur fuel oil.
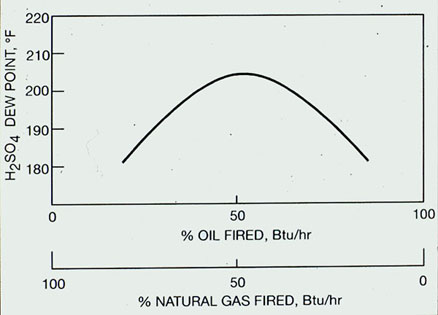
Figure 22-4. Acid deposition rate-measuring probe. Multipoint corrosion probe.
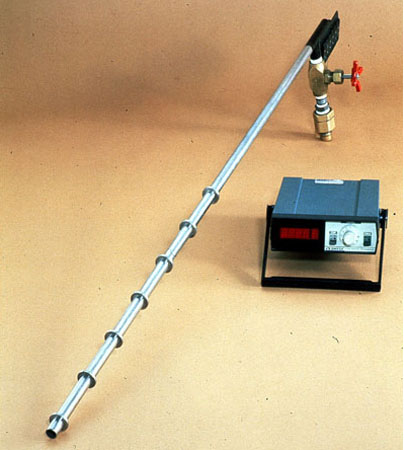
Figure 22-5. Instrument for measuring acid dew point temperature. (Courtesy of Land Combustion.)
