
Veolia's boiler water internal treatment programs provide highly effective protection against corrosion and scale formation to ensure optimum performance and availability of our your steam system while reducing the total cost of ownership and environmental footprint through energy and water savings.
Accurate measurement of steam purity is essential to identifying the cause of potential or existing steam purity problems in modern boiler plants. One reason for this is that superheated steam turbines have an extremely low tolerance for solids contamination in the steam. Fortunately, techniques are available to determine steam contamination in the parts per billion range to satisfy the demands of most systems. The test results make it possible to determine the effect of changing boiler operation on steam purity.
Impurities present in steam can be solid, liquid, or gaseous. Solids are usually dissolved in water droplets or are present as dust. Because water treatment practices are such that most soluble chemical constituents of boiler feedwater are converted to sodium salts, most solids present in steam are sodium salts, with minor amounts of calcium, magnesium, iron, and copper also present.
Gaseous constituents commonly found in low-pressure steam (less than 2000 psig) are ammonia, carbon dioxide, nitrogen, amines, and silica. Of these, only silica contributes to the difficulties commonly associated with impure steam; the other constituents are of concern only where they interfere with the measurement of steam purity.
METHODS OF STEAM PURITY MEASUREMENT
Several methods of measuring steam purity have been available and used for many years. Each offers its own distinct advantages.
Specific Conductance
Specific conductance is one of the most commonly used methods. The specific conductance of a sample, measured in microsiemens (µS) or micromhos (µmho), is proportional to the concentration of ions in the sample. When boiler water is carried over in steam, the dissolved solids content of the boiler water contaminates the steam, and steam sample conductivity increases. Measurement of this increase provides a rapid and reasonably accurate method for determining steam purity.
One of the disadvantages of using specific conductance is that some gases common to steam (such as carbon dioxide and ammonia) ionize in water solution. Even at extremely low concentrations, they interfere with measurement of dissolved solids by increasing conductivity. This interference can be appreciable in a high-purity steam sample.
For example, in a sample containing less than 1 ppm dissolved solids, specific conductance may be in the range of 1.0-2.0 µS. The presence of any ammonia or carbon dioxide in this sample significantly increases the conductance reading:
- ammonia by 8.0-9.0 µS per ppm of ammonia
- carbon dioxide by 5.0 µS per ppm of carbon dioxide
Neither of these gases is a dissolved solid. In order to obtain a proper measure of dissolved solids, the influence of each gas must be determined, and conductivity readings must be corrected for their presence. When the ammonia and carbon dioxide contents of the sample are known, accurate conductivity correction curves may be obtained to allow proper corrections to be made.
Equipment is available to degas a sample prior to measurement of conductance. Hydrogen-form cation exchange resin columns are used to reduce ammonia and amines to negligible levels. Cation conductivity analyzers apply this technology to detect acid-producing anions, such as chlorides, sulfates, and acetates. They also take advantage of the high conductance of solutions containing hydrogen ions. These solutions have a conductivity several times greater than that of a solution with an equal concentration of ions formed by a neutral salt (Figure 17-1).
In a Larson-Lane analyzer (Figure 17-2), a condensed steam sample is passed through a hydrogen-form cation exchange resin column. This resin column removes ammonia, amines, and sodium hydroxide from the sample. The sample then flows through a reboiler, which removes carbon dioxide. Conductivity is measured after this process and may also be measured at the analyzer inlet and ion exchange column outlet. When conductivity is measured at all three points, a fairly complete picture of steam composition is provided.
Sodium Tracer Technique
Another commonly used method for measuring steam purity is the sodium tracer technique. This technique is based on the fact that the ratio of total solids to sodium in the steam is the same as the ratio of total solids to sodium in the boiler water for all but the highest-pressure (greater than 2400 psig) boiler systems. Therefore, when the boiler water total solids to sodium ratio is known, the total solids in the steam can be accurately assessed by measurement of sodium content. Because sodium constitutes approximately one-third of the total solids in most boiler waters and can be accurately measured at extremely low concentrations, this method of steam purity testing has been very useful in a large number of plants.
Sodium Ion Analyzer. The instrument most frequently used for sodium measurement is the sodium ion analyzer (Figure 17-3). A selective ion electrode similar to a pH electrode is used to measure the sodium content of the steam sample.
In typical operation, a regulated amount of an agent such as ammonium hydroxide is added to a regulated amount of condensed steam sample to raise pH and eliminate the possibility of hydrogen ion interference. A reservoir stores the conditioned sample and feeds it at a constant flow rate to the tip of the sodium ion electrode and then to a reference electrode. The measured electrode signal is compared to the reference electrode potential and translated into sodium ion concentration, which is displayed on a meter and supplied to a recording device.
Good results have been reported with various sodium ion analyzers. According to the manufacturers, the instruments operate in a concentration range of 0.1 ppb to 100,000 ppm of sodium ion with a sensitivity of 0.1 ppb. Recalibrated on a weekly basis, these instruments are valuable for continuous, long-term testing and monitoring.
The acceptance of the sodium ion analyzer as an accurate, reliable steam purity evaluation instrument is evidenced by its widespread use for continuous monitoring as well as for field testing. Many steam generating plants have switched from previously accepted methods to sodium ion analysis in order to improve accuracy.
Although sodium ion analyzers measure total contamination, they do not show rapid changes in sodium concentration. This is due to a lag in electrode response and the dilution effect of the reservoir, which dampens sharp, momentary changes in conditions. Because of this, peaks that exceed boiler guarantee limits or a known carryover range may not show up on the analyzer. This would affect interpretation of test results.
Flame emission spectroscopy and flame spectrophotometer testing. Flame spectrophotometer testing is much more sensitive to quick changes in operating conditions and detects peaks in solids concentration. Flame emission spectroscopy also provides accurate measurement in the low parts per billion range despite quick variations. Neither method is suitable for continuous, unattended monitoring.
Interpretation of Sodium Test Results. The exact ratio of sodium to dissolved solids in the boiler water and consequently in the steam can be determined for each plant but is approximately 1:3 for most plants (i.e., for each 0.1 ppm of sodium in the steam there is approximately 0.3 ppm of dissolved solids present).
Initially, the use of the sodium tracer technique for steam purity evaluation required collecting sample bottles and transporting them to the laboratory for analysis. This technique is still a valuable tool for steam purity measurement. Samples are gathered in special laboratory-prepared, polyethylene bottles, and care is taken to protect against contamination.
In the preferred sampling procedure, three or four samples are drawn within a 15-minute period to ensure representative sampling. If there are excess solids in the steam, the bottle samples are used to define the range of the problem before implementation of an in-plant study with continuous analyzers. Bottle samples can also be used to monitor steam purity on a periodic basis.
Experience has shown that solids levels as low as 0.003 ppm can be measured with either shipped bottle samples or in-plant testing.
Anion Analysis
Occasionally, it is of interest to determine the amount of anions (chlorides, sulfates, acetates, etc.) in the steam. Degassed cation conductivity provides a measure of the total anion concentration in the sample. In addition, chloride-specific ion electrodes and ion chromatography are used to detect low levels of specific contaminants.
In order to ensure accurate analysis, samples must be truly representative of the steam being generated. When the sampling procedures are not followed properly, the steam purity evaluation is of little or no value.
Sampling nozzles recommended by the ASTM and ASME have been in use for many years. The nozzles have ports spaced in such a way that they sample equal cross sectional areas of the steam line. Instructions for these nozzles can be found in ASTM Standard D 1066, "Standard Method of Sampling Steam" and ASME PTC 19.11. Field steam studies have shown that sampling nozzles of designs other than these often fail to provide a reliable steam sample.
Isokinetic flow is established when steam velocity entering the sampling nozzle is equal to the velocity of the steam in the header. This condition helps to ensure representative sampling for more reliable test results. The isokinetic sampling rate for many nozzles that do not conform to ASME or ASTM specifications cannot be determined.
Accurate sampling of superheated steam presents problems not encountered in saturated steam sampling. The solubility of sodium salts in steam decreases as steam temperature decreases. If a superheated steam sample is gradually cooled as it flows through the sample line, solids deposit on sample line surfaces. To eliminate this problem, the steam can be desuperheated at the sampling point.
Figure 17-1. Cation conductivity increases the sensitivity of detecting contaminants.
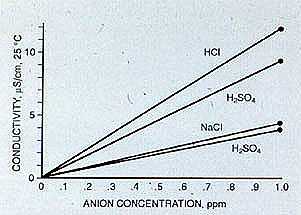
Figure 17-2. Larson-Lane analyzer monitors conductivity, cation conductivity, and degassed cation conductivity.
Figure 17-3. Sodium ion analyzer provides sensitive measurement of steam solids contamination.
