
Precise system control is required for the operation of modern superheated steam turbines. Solids in the steam leaving a boiler can deposit in the superheater and turbines, causing costly damage. For this reason, close control of steam purity is critical.
Steam purity refers to the amount of solid, liquid, or vaporous contamination in the steam. High-purity steam contains very little contamination. Normally, steam purity is reported as the solids content.
Steam purity should not be confused with steam quality. Steam quality is a measure of the amount of moisture in the steam. It is expressed as the weight of dry steam in a mixture of steam and water droplets. For example, steam of 99% quality contains 1% liquid water.
Carryover is any solid, liquid, or vaporous contaminant that leaves a boiler steam drum with the steam. In boilers operating at pressures of less than 2000 psig, entrained boiler water is the most common cause of steam contamination. The entrained boiler water contains dissolved solids and can also contain suspended solids.
There are many causes of boiler water entrainment in steam. A few of the more common mechanisms have been given specific names, such as "spray carryover," "priming," "foaming," and "leakage carryover."
Boiler water solids carried over with steam form deposits in nonreturn valves, superheaters, and turbine stop and control valves. Carryover can contaminate process streams and affect product quality. Deposition in superheaters can lead to failure due to overheating and corrosion, as shown in Figure 16-1.
Superheated steam turbines are particularly prone to damage by carryover. Sticking of governor and stop valves due to deposits can cause turbine overspeed and catastrophic damage. Solid particles in steam can erode turbine parts, while deposition on turbine blades can reduce efficiency and capacity. Losses of 5% in turbine efficiency and 20% in turbine capacity have occurred due to deposition. When large slugs of boiler water carry over with steam, the resulting thermal and mechanical shock can cause severe damage.
Loss of production may result from reduced capacity or equipment failure caused by carryover. In some instances, the effect of carryover on production overshadows all other considerations.
Steam can be contaminated with solids even where carryover is not occurring. Contaminated spray attemperating water, used to control superheated steam temperature at the turbine inlet, can introduce solids into steam. A heat exchanger coil may be placed in the boiler mud drum (Figure 16-2) to provide attemperation of the superheated steam. Because the mud drum is at a higher pressure than superheated steam, contamination will occur if leaks develop in the coil. Failure to check for these possible sources of contamination may necessitate time-consuming steam purity studies.
Carryover results from incomplete separation of steam from the steam-water mixture in a boiler. Many factors, both mechanical and chemical, contribute to incomplete separation. Mechanical factors include boiler design, inadequate or leaking separating equipment, high water levels, method of firing, and load characteristics.
Among the chemical causes are high total solids concentrations (dissolved and/or suspended solids), excessive alkalinity, and the presence of oily materials and other organic contaminants. Methods of external and internal treatment can also affect steam purity. In certain instances, vaporization of solids may occur-another form of chemical carryover.
Mechanical Causes
In the modern water-tube boiler, separation of the steam-water mixture entering a relatively small steam drum is a complex process. For every pound of steam generated, as many as 15-20 lb of water may circulate through a drum. As a result, 99.97% or more of the circulating water must be removed from steam to ensure the desired steam purity.
Boiler Design. Certain types of boilers are known for their ability to produce clean steam constantly; other types are traditionally recognized as troublesome. Factors that affect carryover include design pressure, steam drum size, design generating rate, circulation rate, arrangement of downcomers and risers, and the type of mechanical separating equipment used.
In some older boiler designs, the steam-carrying or riser tubes discharge below the water level, causing severe turbulence within the steam drum. This condition is minimal for units in which the steam generating tubes discharge above the working water level or beneath a baffle that separates them from the drum water.
The use of suitable steam separation equipment also effectively prevents severe steam contamination. However, these devices impose a small pressure drop. Therefore, if any leaks occur in this equipment, leakage carryover occurs.
Operating Conditions. Operation at loads in excess of design rating can increase carryover. Sudden increases in load (e.g., when a safety valve blows or when soot blowing begins) also promote carryover.
Sudden increases in process steam demand may lower the steam header pressure and, in turn, the boiler drum pressure, causing rapid expansion of steam-water mixture in the boiler. This can significantly raise the drum water level and cause carryover. Sudden changes in boiler operation should be avoided as much as possible. In a plant with more than one boiler in operation, the boiler most susceptible to carryover should be operated at a safe, constant load while others are used to accommodate load swings.
High water levels in the steam drum reduce deentrainment space, increasing carryover.
Chemical Causes
Foaming. Foaming and selective vaporous carryover are the two basic mechanisms of chemical carryover. Foaming is the formation of stable bubbles in boiler water. Because bubbles have a density approaching that of steam, they are not readily removed by steam purifying equipment. Foaming has caused a variety of carryover problems and can cause erroneous water level readings that produce swings in feedwater flow.
Foaming tendencies of boiler water are increased with increases in alkalinity and solids content. Boiler water solids have a dual effect on carryover. First, for a given boiler and static operating conditions, high solids in the boiler water result in high solids in each drop of boiler water carried over. Second, foaming potential increases with increasing boiler water solids. If boiler water solids are allowed to double (without any foaming), carryover will be doubled. If the higher solids cause foaming, the carryover may be increased even more.
Organic and Synthetic Contamination. Oil and other organic contaminants in boiler water can cause severe carryover conditions. The alkalinity of the boiler water saponifies fatty acids, producing a crude soap that causes foaming.
Conventional mineral analysis of water does not reveal the foaming tendencies originating from organic contamination. Even determination of the organic content of the water does not necessarily provide this information, because many surface supplies from heavily wooded areas contain a relatively high concentration of harmless or beneficial lignin-type organics.
Wastes discharged into many surface water supplies contain synthetic detergents and wetting agents. Contamination of surface supplies by these agents has caused difficulty with boiler foaming.
Selective Vaporous Carryover. Selective vaporous carryover occurs as a result of variances in the solvent properties of steam for different water phase impurities. Boiler water salts, such as sodium sulfate, sodium chloride, sodium hydroxide, and sodium phosphate, are soluble in water and (to varying degrees) in steam. However, the solubility of these salts in steam is low and is usually not a problem when boiler pressure is less than 2400 psig.
Selective vaporous carryover of silica can occur at pressures as low as 400 psig. However, silica vaporization is not usually a problem below 900 psig.
Carryover can never be eliminated completely. Even the best boiler designs operating with well controlled water chemistry produce trace amounts (0.001-0.01 ppm total solids) of carryover. However, the primary consideration in the selection of a boiler and its operating conditions is the amount of carryover that can be tolerated.
Whenever superheated steam is required for process use or turbines, steam purity as low as 10-30 ppb total solids may be necessary to prevent deposits. These limits apply to most industrial applications within a pressure range of 300-1500 psig, to ensure uninterrupted service of superheaters and turbines.
Although boiler manufacturers do not ordinarily guarantee less than 0.03% carryover, purity levels well below this level are routinely achieved in many systems. To obtain the desired steam purity, both the boiler designer and the operator must carefully select system equipment and operating conditions. The methods used to achieve the required steam purity can be divided into mechanical and chemical means of carryover prevention.
Mechanical Separation
Low-capacity, low-pressure boilers (usually fire-tube boilers) rely principally on simple gravity separation of steam and water. At 200 psig and saturation conditions, the density of water is 115 times greater than that of steam. Because the steam is typically used for heating, steam purity requirements are not very stringent. The installation of a dry pipe near the top of the drum (Figure 16-3) to enhance steam-water separation is normally satisfactory.
To meet the needs of superheated steam turbines, steam purity requirements become more stringent at higher boiler pressure. In these applications, the density difference between water and steam decreases rapidly. At 1000 psig, water density is only 20 times that of steam. In comparison with low-pressure boilers, the separating force is reduced by 83%, making entrainment possible at relatively low steam velocities. The cost of a drum adequately sized to separate steam and water at this higher pressure by gravity alone is prohibitive.
Internal mechanical separating devices may be installed to allow the use of economical drum sizes at higher pressures. These devices are classified into two categories: primary separators and secondary separators.
Primary Separation. Primary separation of steam and boiler water is secured by changes in direction of flow. In this method, the difference in density between water and steam is used as the means of separation. The major separation is effected by primary devices (such as baffle plates), which also reduce turbulence and the steam content of recirculating boiler water (Figure 16-4). Any appreciable amount of steam in a downcomer circuit (carryunder) reduces the head available for circulation, thereby lowering the boiler circulation rate. In addition, errors in water level indication caused by the presence of steam in the drum water are reduced.
Figure 16-5 shows an installation of centrifugal primary separators in a boiler drum. Steam and water from the risers enter the separator tan-gentially. Water moves downward in a long helical path on the inside wall of the cylinder, and steam spirals upward. Centrifugal force on the mixture whirling around the cylinder helps to separate steam from water.
Secondary Separation. Also termed "steam scrubbing" or "steam drying," secondary separation is used to separate small amounts of moisture from large amounts of steam. Steam flow is directed in a frequently reversing pattern through a large contact surface. A mist of boiler water collects on the surface and is drained from the separating unit.
Closely fitted screens or corrugated plates are normally used. Steam velocity is kept to a low level to prevent reentrainment of separated boiler water and to ensure maximum surface contact. Figure 16-6 depicts a typical arrangement of primary separators and steam scrubbers in a boiler steam drum. Figure 16-7 shows a steam drum with typical steam purity equipment.
Although steam separation is usually performed in a steam drum, external separating devices are also available. They are usually centrifugal separators, similar to those used for primary separation in many boilers. They are particularly useful where only a portion of the steam production must be purified for a single application. In some instances, the cost of external purification may be lower than that of modifying boiler drum internals to improve steam purity.
Chemical Control
The principal chemical factors that cause carryover are the concentrations of total dissolved solids, alkalinity, silica, and organic contaminants in the boiler water.
The American Boiler Manufacturers Association (ABMA) recommendations for boiler water limits are provided in Table 16-1. These guidelines should not be considered absolute. Some systems cannot tolerate operation at these concentrations; others operate continuously at significantly higher concentrations.
Operating conditions also have an effect. It is difficult to predict the maximum boiler water solids that can be tolerated without significant carryover under most operating conditions. The maximum specific limits for a set of operating conditions can be established only after a steam purity study has been conducted for those conditions.
Whenever carryover is being caused by excessive boiler water concentrations, an increase in boiler blowdown rate is normally the simplest and most expedient solution. When high concentrations are caused by high levels of feedwater impurities, adjustment or upgrading of the external treatment may provide the most economical solution.
Because various suspended solids and organic matter in boiler feedwater have different effects on carryover, no generalization of their permissible concentration can be made. Concentrations should be kept as close to zero as possible. No method of internal treatment can be relied on to overcome carryover problems caused by oil and other organics. In order to prevent the carryover difficulties caused by these contaminants, they must be removed from the boiler feedwater.
The organic compounds and blends used as boiler water and condensate treatment chemicals are selected on the basis of two factors:
- the ability to prevent deposition, corrosion, and carryover, as well as condensate system corrosion
- low tendency to cause foaming in the boiler water
Steam Purity Studies. The design of modern steam turbines is such that the tolerance for steam impurities is very low. There is an ever-increasing demand not only for higher steam purity, but also for techniques to measure impurities at very low levels. The sodium tracer and cation conductivity techniques are commonly used to detect impurities in the parts per billion range.
Carryover can be a serious steam plant problem, and frequently the cause of steam contamination can be determined only through extensive studies employing sensitive sampling and testing techniques. A water treatment engineer, through proper use of these tools, is able to help plant operators obtain maximum steam purity with minimum blowdown while maintaining clean boiler waterside surfaces.
Antifoam Agents. Frequently, the cause of a carryover problem cannot be economically corrected through adjustment of boiler water balances or installation of additional external treatment facilities. In many of these instances, the use of an effective antifoam agent can reduce carryover tendencies significantly (see Figure 16-8).
The primary purpose of antifoam application is the generation of high-purity steam. However, antifoam agents also contribute to reduced blowdown requirements. Antifoam feed allows boiler water concentrations to be carried at much higher values without compromising steam purity.
Figure 16-1. Overheating of this superheater tube was caused by deposits that resulted from boiler carryover into the steam.

Figure 16-2. Leaks in drum attemperator coils contaminate steam with boiler water.
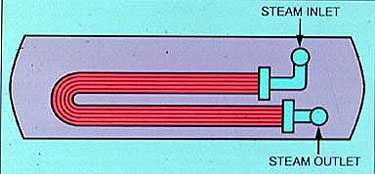
Figure 16-3. Gravity separation, often enhanced by a dry pipe, is used to produce steam of satisfactory purity in fire-tube boilers.
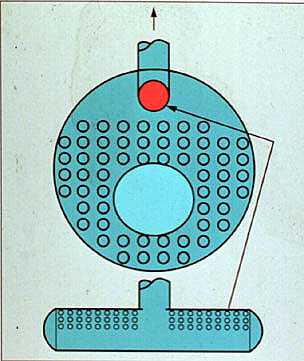
Figure 16-4. Baffle plates in the steam drum reduce turbulence, improving steam purity and reducing steam in the circulating boiler water.
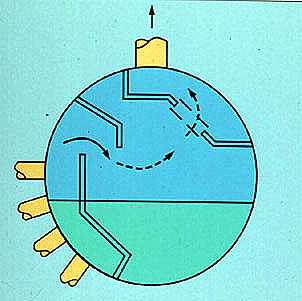
Figure 16-5. Cyclones are commonly used for primary separation.
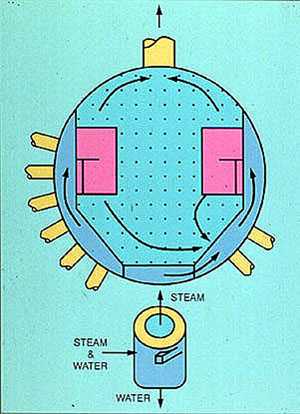
Figure 16-6. Typical arrangement of primary and secondary separators in a high-pressure boiler steam drum.
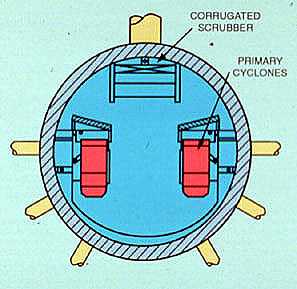
Figure 16-7. Typical steam drum with generating tube baffle plates, centrifugal separators, and secondary scrubbers.

Figure 16-8. Test results showing the effect of antifoam agents on steam purity in experimental boilers.
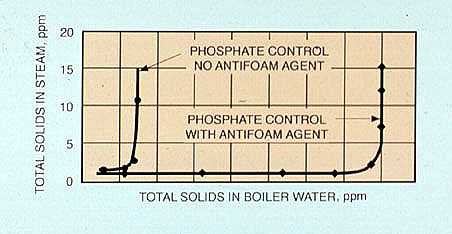
Table 16-1. Recommended water tube boiler water limits and associated steam purity at steady state full load operation.a
| Drum peessure, psig | Total dissolved solidsb in boiler water, ppm (max.) | Total Alkalinityc in boiler water, ppm | Suspended solids in boiler water, ppm (max.) | Total dissolved solidsc,e in steam, ppm (max. expected value) | |
| Drum-type boilers | 0-300 | 700-3500 | 140-700 | 15 | 0.2-1.0 |
| 301-450 | 600-3000 | 120-600 | 10 | 0.2-1.0 | |
| 451-600 | 500-2500 | 100-500 | 8 | 0.2-1.0 | |
| 601-750 | 200-2000 | 40-400 | 3 | 0.1-0.5 | |
| 751-900 | 150-1500 | 30-300 | 2 | 0.1-0.5 | |
| 901-1000 | 125-1250 | 25-250 | 1 | 0.1-0.5 | |
| 1001-1800 | 100 | variabled | 1 | 0.1 | |
| 1801-2350 | 50 | variabled | N/A | 0.1 | |
| 2351-2600 | 25 | variabled | N/A | 0.05 | |
| 2601-2900 | 15 | variabled | N/A | 0.05 | |
| Once-through boilers | 1400 & above | 0.05 | N/A | N/A | 0.05 |
a Reprinted (with permission) from "Boiler Water Limits and Steam Purity Recommendations for Watertube Boilers," American Boiler Manufacturers Association, 1982.
b Actual values within the range reflect the TDS in the feedwater. Higher values are for high solids; lower values are for low solids in the feedwater.
c Actual values within the range are directly proportional to the actual value of TDS of boiler water. Higher values are for high solids; lower values are for low solids in the boiler water.
d Dictated by boiler water treatment.
e These values are exclusive of silica.